|

Рефератыполиграфия и этнографии москвоведению и спорту языку |
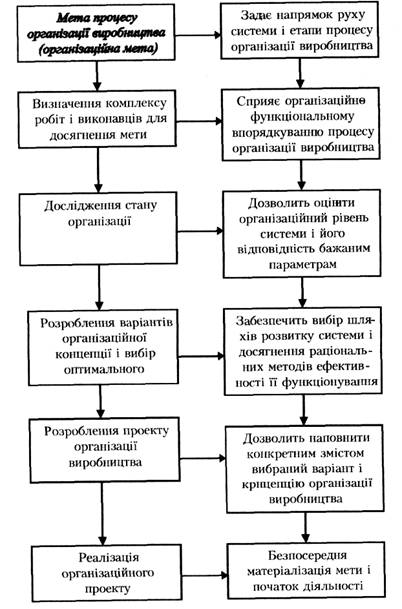
Контрольная работа: Організація виробничого процесу у часі та ремонтного обслуговування виробництваКонтрольная работа: Організація виробничого процесу у часі та ремонтного обслуговування виробництваМіністерство освіти і науки України Житомирський державний технологічний університет Кафедра менеджменту і маркетингу Група МС-112 Контрольна робота з дисципліни: «Організація виробництва» Тема: «“Організація виробничого процесу у часі. Організація ремонтного обслуговування виробництва» Житомир Зміст Завдання Вступ 1 Принципи раціональної організац виробничого процесу 1.1 Процес організац виробництва 1.2 Етапи процесу організації виробництва 1.3 Характеристика основних принципів організації виробничого процесу 1.4 Висновки 2 Потокове виробництво, його особливості і переваги: 2.1 Загальна характеристика потокового виробництва, його основні ознаки 2.2 Класифікація та різновиди потокових ліній 2.3 Принципи та передумови потокового виробництва 2.4 Переваги та недоліки потокового виробництва 3 Організаційна структура служб матеріально-технічного постачання 4 Задача №1 на тему Організація виробничого процесу у часі” 5 Задача №2 на тему Організація ремонтного обслуговування виробництва” Література Завдання: Варіант № 32 Теоретичн питання: № 4 - Принципи раціональної організації виробничого процесу № 19 - Потокове виробництво, його особливості та переваги № 61 - Організаційна структура служб матеріально-технічного постачання Задачі: 1 - 27 – Організація виробничого процесу у часі 2 - 13 – Організація ремонтного обслуговування виробництва Вступ Ринкові умови господарювання обумовлюють необхідність вдосконалення організації виробництва на підприємствах, мобілізації організаційних резервів підвищення його ефективності. Ці проблеми повинні вирішувати менеджери і економісти високої кваліфікації. Від їх компетентності, рівня набутих ними глибоких знань з організації виробництва у вирішальній мір залежить успішне розв'язання конкретних практичних задач, пов'язаних з удосконаленням організації виробництва на промислових підприємствах. Вони повинні вміти розробляти і економічно обґрунтувати доцільність застосування у конкретних виробничих умовах відповідних організаційних проектів. Організація сучасного виробництва охоплює широке коло проблемних питань техніко-організаційного та економічного характеру, як вимагають свого нагального вирішення. Серед них проектування і забезпечення узгодженого функціонування в просторі і часі всіх складових єдиного нтегрованого виробничого процесу, основу якого складають організація основних виробничих процесів, організація процесів підготовки виробництва, процесів організації забезпечення випуску якісної та конкурентоспроможної продукції, процесів технічного обслуговування виробництва. Надзвичайно актуальною наразі є розробка системи методів, показників та механізмів економічної оцінки організації процесів комплексної технічної підготовки виробництва, тобто наукової, конструкторської, технологічної, організаційно-планової підготовки виробництва нових виробів, як важливих складових переходу підприємств на інноваційну модель господарювання. Велике значення має формування та обґрунтування досконалої виробничої структури підприємств шляхом визначення оптимального складу необхідних підрозділів, їх спеціалізації та раціональних зв'язків між ними в процесі їх функціонування. Необхідно удосконалювати розробку і здійснювати впровадження заходів, спрямованих на гармонійне поєднання типів і методів організації виробництва з метою забезпечення оптимізації виробничих процесів, ефективного використання їх основних елементів та досягнення високих техніко-економічних показників в роботі підприємств. Надзвичайно важливим є налагодження чіткої, побудованої на наукових принципах системи організації трудових процесів та контролю якості продукції, обґрунтування організаційних заходів забезпечення зростання продуктивності праці шляхом удосконалення її організації, високо якості виготовлюваної продукції та її конкурентоспроможності. В полі зору постійно повинні знаходитись питання удосконалення системи організації узгодженого функціонування підрозділів основного виробництва та їх структурних складових в умовах постійної зміни об'єктів виробництва та впливу факторів науково-технічного прогресу. На особливу увагу заслуговують питання, пов'язан з проектуванням, реалізацією проектів і організації ефективного функціонування підрозділів сучасної виробничої інфраструктури. Представлені в узагальненому вигляді для вивчення основні проблемні напрямки сучасної організації виробництва на промисловому підприємстві можуть бути більш конкретизовані в умовах кожного окремо взятого підприємства того чи іншого типу виробництва. Крім цього, треба мати на уваз те, що процеси організації виробництва постійно змінюються і удосконалюються під впливом науково-технічного прогресу і, отже, обумовлюють динаміку змін організації виробництва в часі і просторі. Особливо виразно ці зміни відбуваються під впливом науки і техніки, інноваційних процесів, які знаходять матеріалізоване відображення, у розвитку технічної бази виробництва, розширенні масштабів випуску нових, більш досконалих і конкурентноздатних видів продукції, рівн спеціалізації, характері кооперації праці, що також обумовлює необхідність зміни та удосконалення форм і методів організації виробництва. В умовах ринкової системи господарювання постійно виникає потреба в розробц застосуванні на практиці досконалих організаційно економічних механізмів, нових форм і методів організації виробництва, які повинні забезпечувати підвищення його ефективності. Серед найважливіших напрямків удосконалення організац виробництва можна віднести наступні: * застосування гнучких форм і методів організац виробництва, здатних забезпечувати прискорений перехід на виготовлення нових конкурентоспроможних виробів, які користуються підвищеним попитом на ринку; * широке впровадження методів прискорено технічної підготовки та освоєння виробництва нових виробів з інноваційним наповненням, здатних успішно конкурувати на зовнішніх та внутрішніх ринках; * розробка і застосування економічно досконалих систем організації та управління якістю продукції, широке залучення до цих процесів всього персоналу підприємств; * забезпечення ритмічної і стійкої ефективно роботи підприємств шляхом застосування прогресивних методів організац виробництва і праці та всебічного використання організаційних резервів; * розробка і впровадження організаційних проектів, спрямованих на вдосконалення технічного обслуговування виробництва шляхом інтеграції його діяльності з діяльністю основного виробництва. Основним завданням дисципліни "Організація виробництва" є вивчення організаційних закономірностей формування функціонування виробничих систем, організація їх виробничих процесів та удосконалення форм і методів організації виробництва високоякісної та конкурентоспроможної продукції в поєднанні з раціональним використанням трудових, матеріальних і фінансових ресурсів. Основна мета і задачі дисципліни "Організація виробництва", полягають в тому, щоб майбутні спеціалісти набули необхідні знання з організації виробництва, як були б достатніми для кваліфікованого вирішення широкого кола практичних задач безпосередньо на промислових підприємствах. 1.1 Процес організац виробництва Процес організації виробництва передбачає комплекс взаємозв'язаних видів робіт, спрямованих на проектування, побудову, забезпечення функціонування і удосконалення виробничої системи. Процес організації виробництва завжди конкретний, має свою організаційну мету і націлений на результат, тобто на виготовлення виробів і надання послуг. Серед організаційних цілей можна виділити: підвищення ритмічності і ефективності виробництва; покращення якості продукції; зниження запасів товарно-матеріальних цінностей; ефективне використання виробничих потужностей тощо. Цілі мають бути системно узгоджені, і для їх досягнення треба виконати ряд організаційних процедур: окреслити види діяльності, необхідні для х досягнення, встановити перелік робіт, які треба виконати, і забезпечити адресність їх виконання, тобто, встановити підрозділи і служби підприємства, в обов'язки яких буде входити реалізація організаційних цілей. Виконання організаційних робіт приводить до досягнення певного стану системи і стану організації, який треба дослідити на відповідність цілям організації. Під час дослідження формується цілісна уява про всі характерні риси системи, процеси, які в ній відбуваються, та її зовнішн зв'язки і ефективність функціонування. Тобто, на цьому етапі процесу організації виробництва проводиться загальна оцінка організаційного рівня системи шляхом співставлення отриманих параметрів з еталонним (нормативним) рівнем. Процес дослідження організації виробництва закінчують формуванням пропозицій і переходять до етапу розгляду альтернативних варіантів організаційної концепції та вибору оптимального з поміж них. Оскільки бажаної мети можна досягнути різними шляхами, то в процесі організації виробництва опрацьовують можливі варіанти організаційної концепції. На основі вибраного варіанта розробляють проект організації (реорганізації) виробництва чи організаційний проект цільового призначення для вирішення конкретного завдання (наприклад, зниження затрат на виробництво, раціоналізація віддачі ресурсів, оновлення парку устаткування, диверсифікація виробництва і т.д.). Завершується процес організації виробництва безпосередньою реалізацією проекту організації і початком реального функціонування виробничої системи. Організація виробництва конкретизується через організацію виробничого процесу, основними елементами якого є: предмети праці, знаряддя праці і власне праця. Узгоджена взаємодія всіх компонентів досягається формуванням структури виробничого процесу, яка виражає кількісний і якісний стан елементів, спосіб організації взаємозв'язків та особливості тих процесів, що відбуваються поміж ними. Виробничий процес - це сукупність організованих в певній послідовності часткових процесів, необхідних для виготовлення продукції. Він складається із процесів праці і природних процесів. Отже, склад виробничого процесу різнохарактерним і багато змістовним і, відповідно, має свої методи організац та принципи. 1.2 Етапи процесу організації виробництва Всі виробничі процеси повинні раціонально поєднуватись у часі і просторі. У зв'язку з цим, для кожного підприємства певного типу виробництва характерні свої особливості такого поєднання. Організація виробничого процесу повинна охоплювати всі етапи діяльності підприємства: починаючи з підготовки виробництва до визначення процесів виготовлення складання виробів та забезпечення процесу всім необхідним (матеріалами, трудовими ресурсами, устаткуванням, допоміжними процесами тощо).
Рис. 1.1. Етапи процесу організації виробництва 1.3 Характеристика основних принципів організац виробничого процесу Розподіл протікання процесу в часі, тобто техніко-економічне планування і, оперативне диспетчерування і регулювання ходу виробничого процесу, розподіл робітників за сферами діяльності (дільницях, цехах) організація їх праці, виготовлення і реалізація готової продукції здійснюються на певних організаційних засадах, в основі яких лежать такі основні принципи: пропорціональності, безперервності, прямоточності, ритмічності, диференціації, спеціалізації, автоматизації, гнучкості, системності, оптимальності, гомеостатичності… (рис. 1.2.)
Рис.1.2. Основні принципи організації виробництва Дотримання принципу пропорційності забезпечить однакову пропускну спроможність різних робочих місць одного процесу, яка досягається за допомогою того, що призначене для виконання окремих часткових процесів число робочих місць чи окремих механізмів пропорційне до трудомісткості цих процесів. Пропорціональність ма бути також між основними, обслуговуючими й допоміжними процесами. Рівень пропорціональності визначають при допомозі відповідного коефіцієнта за такою формулою:
де Недотримання цього принципу приводить до появи "вузького місця", а підвищення ступеня пропорціональності окремих процесів сприяє безперервному протіканню виробничого процесу.
Безперервність виробництва полягає в тому, що кожна наступна операція виробничого процесу при одночасній обробці однієї чи декількох штук повинна починатися зразу після закінчення попередньої, тобто, без будь-яких перерв (чи зведення їх до мінімуму) в часі при одночасному забезпеченні безперервної роботи устаткування й робітників. Підвищення рівня безперервності процесу сприяє скороченню виробничого процесу виготовлення продукції. Рівень безперервності можна визначити при допомозі коефіцієнта (Кбезп ) за такою формулою:
де Кбезп - коефіцієнт безперервності; Троб - тривалість робочого часу, год.; Тц - загальна тривалість процесу (циклу), яка включає простої чи пролежування предмету праці між робочими місцями, на робочих місцях, тощо, год. Зменшенню перервності і, відповідно, зростанню безперервност сприяє принцип паралельності та автоматичності процесу. Принцип паралельності характеризує суміщення операцій і процесів у часі. В результаті цього скорочується час виготовлення продукції. Паралельність виконання робіт на окремому робочому місці досягається застосуванням багатоінструментальної обробки деталей. В межах дільниці, цеху, підприємства, паралельність забезпечується утворенням широкого фронту робіт з метою виготовлення окремих частин одного і того ж виробу та його складання, а також одночасним виготовленням різних виробів. Цей процес має особливо важливе значення при організації виробництва складних виробів, оскільки послідовне виготовлення їх складових зайняло б багато часу. Коефіцієнт паралельності визначають за такою формулою:
де Тцпар- - тривалість виробничого циклу при паралельному поєднанні операцій, год.; Тцпос - тривалість виробничого циклу при послідовному поєднанні операцій, год. Зростання паралельності приводить до скорочення тривалост виробничого циклу виробництва продукції і до економії робочого часу.
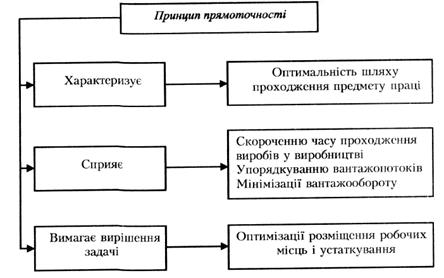
Прямоточність - принцип раціональної організації процесів, який характеризує оптимальність шляху проходження предмету праці. Досягають принципу прямоточності за допомогою розміщення цехів, дільниць і робочих місць відповідно до послідовності протікання технологічного процесу. Повна реалізація принципу прямоточності можлива тоді, коли детал (складальні одиниці чи вироби) мають однакову послідовність виконання операцій стадій виробничого процесу, тобто, на потокових лініях чи на дільницях і в цехах, організованих за предметною ознакою. У будь-якому випадку, цей принцип вимагає вирішення задачі розміщення робочих місць і оптимізації розташування устаткування. Коефіцієнт прямоточності виробничих процесів визначають за такою формулою:
де Д'опт оптимальна довжина проходження предмету прац по і-му процесу, м; Д'ф - фактична (проектна) довжина проходження предмету праці по і-му процесу, м.
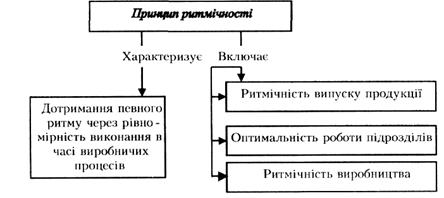
Ритмічність - принцип реалізації процесів, який характеризу рівномірність їх виконання а часі, тобто вимагає планомірних повторів ритмічності у випуску готової продукції і в роботі всіх підрозділів підприємства. При дотриманні цього принципу в рівні проміжки часу випускається однакова або рівномірно наростаюча кількість продукції, регулярно повторюються операції на всіх робочих місцях. Розрізняють ритмічність випуску продукції й ритмічність роботи підрозділів, дотримання яких забезпечує ритмічність виробництва. Коефіцієнт ритмічності (Критм) можна визначити за такою формулою:
де Vіф, - фактичний обсяг виконаних робіт за досліджуваний період (декада, місяць, квартал) у межах плану (понадпланове виконання не враховують) шт., грн.; Vіп - плановий обсяг робіт, шт., грн.
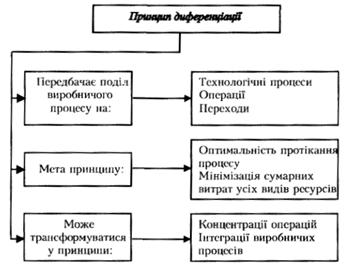
Принцип диференціації передбачає поділ виробничого процесу на окремі технологічні процеси, операції, переходи, забезпечуючи оптимальність їх протікання та мінімізацію сумарних витрат усіх видів ресурсів. Послідовна диференціація технологічних процесів зумовила появу потокового виробництва. Однак, принцип диференціації мас певні межі, оскільки надмірна кількість операцій приводить до надлишкових витрат на переміщення предметів праці між робочими місцями, закріплення деталей за робочими місцями х зняття з робочого місця після закінчення операції. В умовах використання складних технологій та автоматизац виробництва принцип диференціації переходить у принцип концентрації операцій та нтеграції виробничих процесів. Операції стають об'ємнішими, складними виконуються на прогресивному устаткуванні в поєднанні з бригадним принципом організації праці.
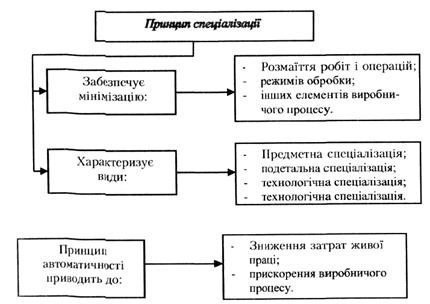
Принцип спеціалізації ґрунтується на обмеженні розмаїття елементів виробничих процесів. Зокрема, виділяються групи робітників, які спеціалізуються за професіями, тобто на виконанні відповідних технологічних операцій. Рівень спеціалізації робочого місця визначається коефіцієнтом закріплення операцій (Кз.о.), тобто числом деталеоперацій, як виконують на за відповідний проміжок часу. При Кз.о = 1 забезпечується вузька спеціалізація робочого місця. Для повного завантаження одного робочого місця однією деталеоперацією необхідна умова:
де Nві - обсяг випуску деталей і-го найменування за одиницю часу, наприклад, шт/міс; Тоі - трудомісткість операцій хв/шт; Fд - дійсний фонд часу робочого місця, хв/міс. Спеціалізація виробничих підрозділів передбачає обмеження номенклатури деталей чи виробів, які там проходять обробку. Якщо обсяг випуску й трудомісткість деталі чи виробу одного найменування забезпечує повне завантаження робочих місць, то доцільно створювати однопредметні потокові лінії, предметно-замкнуті дільниці чи спеціалізовані міні-заводи.
Принцип автоматичності, який реалізується в діяльност підприємства, приводить до зниження затрат живої праці й прискорення виробничого процесу. Загальний рівень автоматизації процесів виробництва визначається питомою часткою робіт в основному, допоміжному й обслуговувальному виробництві, які виконуються автоматизованим способом, у загальному обсязі робіт підприємства. Рівень автоматизації визначається за допомогою коефіцієнта (kа) за такою формулою:
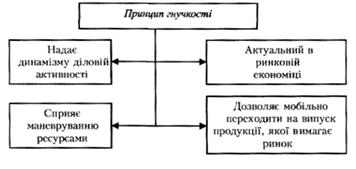
де ta - трудомісткість робіт, які виконуються автоматичним чи автоматизованим способом, год.; tз - загальна трудомісткість робіт, год. Принцип гнучкості відіграє надзвичайно важливу роль в організац виробничих процесів на підприємствах в умовах ринку. Використання цього принципу дозволяє мобільно переходити на випуск продукції, якої вимагає ринок. Крім цього його реалізація особливо важлива в умовах прискореного НТП, тобто в у мовах переходу підприємств на інноваційну модель господарювання.
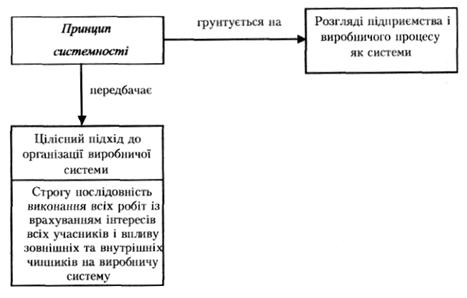
Принцип системності є надзвичайно актуальним в умовах ринку, оскільки дозволяє цілісно розглядати всі процеси, які відбуваються на підприємстві в царині його місця в ринковому середовищі. Цей процес витікає із розгляду підприємства як системи, діяльність якої мас організовуватися за певною системою (послідовністю і комплексністю), враховуючи всі чинники внутрішнього і зовнішнього оточення підприємства. Безпосередньо на підприємстві системність організації проявляється в тому, що окремі роботи і заходи щодо виготовлення продукції повинн розглядатися з огляду цілісного виконання всіх робіт, враховуючи інтереси всіх учасників виробничої діяльності. Системність передбачає також строгу послідовність і відповідну періодичність випуску та виробництва окремих частин виробів у необхідних кількостях, щоб забезпечити повний випуск продукції необхідної номенклатури та асортименту.
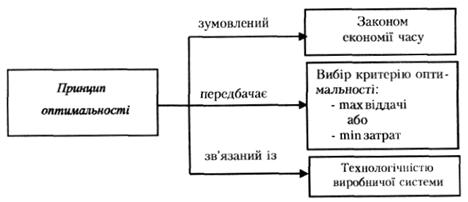
Принцип оптимальності зумовлений законом економії часу і націлений на досягнення бажаного результату із найменшими затратами. Цей принцип організації обов'язково передбачає вибір критерію оптимальності або мінімізац витрат часу і резервів на організаційні процеси і виробничий процес загалом, або критерію максимізації віддачі ресурсів. Принцип оптимальності дозволя маневрувати різними підходами до організації виробництва, забезпечуючи таким чином реалізацію іншого принципу - гнучкості. Досягнувши оптимальності протікання виробничого процесу, підприємство може зекономити робочий час за рахунок зниження трудомісткості робіт і, отже, скорочення тривалості виробничого циклу. Принцип оптимальності в значній мірі зв'язаний із технологічністю підприємства, і в ринкових умовах господарювання цей принцип стає головним принципом раціоналізації виробничих процесів.
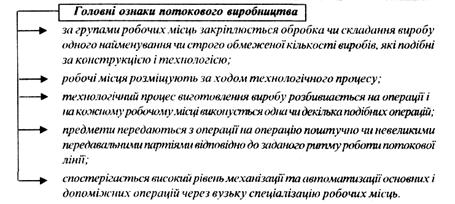
Принцип гомеостатичності полягає в тім, щоб виробнича система була здатна стабільно виконувати свої функції в межах допустимих відхилень протистояти дисфункціональним впливам. Це досягається створенням технічних та організаційних механізмів саморегулювання і стабілізації. До стабілізаційних організаційних систем належать системи оперативного планування й регулювання виробництва, планово-запобіжного ремонту устаткування, резервних запасів та низка інших заходів. 1.4 Висновки Проектуючи виробничий процес чи виробничу систему, необхідно дотримуватись усіх перелічених принципів, раціонально зважуючи ефективність всіх можливих варіантів. Описані головні принципи лежать в основі організації будь-якого виробничого процесу, але реалізуються вони по різному, хоч проявляються взаємозалежно і мають однакове спрямування. Наприклад, при досягненн кількісної пропорціональності в процесі, одночасно створюються умови для безперервного і ритмічного протікання виробничого процесу та прямоточного руху предметів праці. Значення всіх принципів, тобто, ступінь їх важливості, змінюється адекватно до змін умов господарювання. На сучасному етапі домінують принципи: гнучкості, оптимальності, системності, автоматичності. Система організації виробничого процесу буде надійною, якщо реально працюватимуть ус принципи і механізм організації буде безвідмовним. 2 Потокове виробництво, його особливост переваги 2.1 Загальна характеристика потокового виробництва, його основні ознаки Характерною ознакою масового виробництва є виготовлення підприємством однотипної продукції обмеженої номенклатури у великих обсягах упродовж більш-менш тривалого часу. Великі обсяги випуску продукції й досить висока стабільність конструкції виробу роблять економічно вигідним ретельне розроблення технологічних процесів. Операції технологічних процесів диференціюються до окремих переходів, трудових прийомів та виконуються на спеціальному високоефективному устаткуванні за допомогою відповідного оснащення. Робочі місця вузько спеціалізуються через закріплення за кожним із них обмеженої кількості деталеоперацій. За таких умов найбільш ефективною формою виробництва є організація синхронізованого, досить стабільного за часом потокового виробництва й потокових технологічних ліній. Потокове виробництво – високоефективний метод організац виробничого процесу. За умов потоку виробничий процес здійснюється в максимальній відповідності до принципів його раціональної організації. Потокове виробництво має такі ознаки: — за групою робочих місць закріплюється обробка або складання предмета одного найменування або обмеженої кількості найменувань конструктивно та технологічно подібних предметів; — робочі місця розміщуються послідовно за ходом технологічного процесу; — технологічний процес має високу поопераційну диференціацію, на кожному робочому місці виконується одна або кілька схожих операцій; — предмети праці передаються з операції на операцію поштучно або невеликими транспортними партіями згідно з ритмом роботи, що забезпечує високий ступінь паралельності та безперервності процесу. Широко застосовується спеціальний міжопераційний транспорт (конвеєри), який виконує не тільки функц переміщення предметів, а й задає ритм роботи.
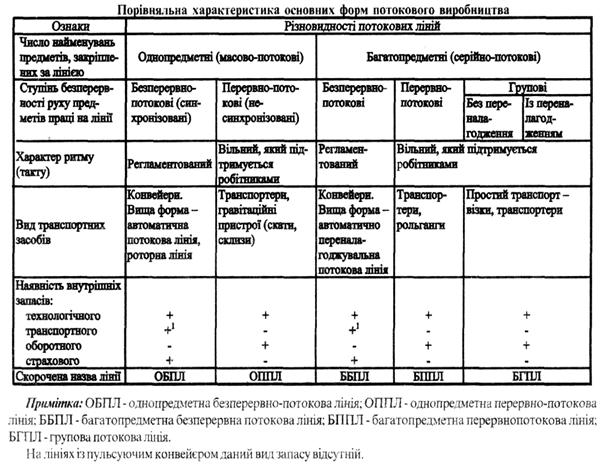
Потокові методи застосовуються для виготовлення продукції в значних обсягах і протягом тривалого часу, тобто в масовому й великосерійному виробництві. 2.2 Класифікація та різновиди потокових ліній Основною структурною ланкою потокового виробництва є потокова лінія — технологічно та організаційно виокремлена група робочих місць, яка виготовляє один або кілька подібних типорозмірів виробів. Потокові лін бувають різними, тому їх класифікують за певними ознаками. За кількістю найменувань виготовлених на них виробів: • однопредметні (постійно-потокові); • багатопредметні (багатопотокові). За характером руху виробів по операціях: • неперервно-потокові; • перервно-потокові. За способом підтримки ритму: • із регламентованим ритмом; • із вільним ритмом. За видом застосування транспортних засобів: • конвеєрні; • неконвеєрні. За характером руху конвеєра: • неперервної дії; • періодичної дії. За місцем виконання операцій: • на конвеєрі; • на спеціально обладнаних робочих місцях. Однопредметною називається лінія, на якій обробляється або складається виріб одного типорозміру протягом тривалого часу. Для переходу на виготовлення виробу іншого типорозміру потрібна перебудова лінії (перестановка устаткування, його заміна тощо). Застосовуються ці лінії в масовому виробництві. Багатопредметною є потокова лінія, на якій одночасно або послідовно виготовляється кілька типорозмірів виробів, схожих за конструкцією й технологією виробництва. Сфера застосування — серійне виробництво. Безперервною є лінія, на якій предмети праці переміщуються по операціях безперервно, тобто без міжопераційного чекання (паралельне поєднання операцій). Перериваною, або прямоточною, вважається лінія, що не може забезпечити безперервної обробки предметів через несинхронність операцій. Між операціями з різною продуктивністю предмети праці чекають своєї черги на обробку, утворюючи періодично оборотні запаси. На лінії з регламентованим ритмом предмети праці передаються з операції на операцію через точно фіксований час, тобто за заданим ритмом, який підтримується за допомогою спеціальних засобів (переважно конвеєра). Регламентований ритм застосовується на безперервних лініях. На лініях з вільним ритмом предмети з операції на операцію можуть передаватися з відхиленням від розрахункового ритму. Загальний ритм у цьому раз забезпечується стабільною продуктивністю робітника на першій операції лінії або ритмічною сигналізацією (звуковою, світловою). Залежно від місця виконання операцій лінії поділяють на лінії з робочим конвеєром і конвеєром зі зняттям предметів для їхньої обробки. Робочий конвеєр, крім транспортування й підтримування ритму є безпосереднім місцем виконання операцій. Це передусім складальні конвеєри. Конвеєри зі зняттям предметів характерні для процесів, операції яких виконуються на технологічному устаткуванні. Конвеєр з безперервним рухом має постійну швидкість і під час роботи не зупиняється. Конвеєр з пульсуючим рухом під час виконання операцій стоїть нерухомо. Він приводиться в дію періодично через проміжок часу, що дорівнює такту лінії. Такі конвеєри застосовуються тоді, коли за технологічними умовами виконання операції потребує нерухомого стану предмета праці. Переміщувати самі предмети не завжди можливо й доцільно (наприклад за складання великогабаритних машин). У цьому разі організується так званий стаціонарний потік, коли вироби встановлюються нерухомо на складальних стендах, а переміщуються спеціалізовані групи (бригади) робітників, які виконують певн операції. Кількість груп (бригад) робітників дорівнює кількості стендів.
2.3 Принципи та передумови потокового виробництва При потоковій формі організації виробничого процесу найбільш повно використовуються і дотримуються всі основні принципи організації виробничого процесу: 1. Принцип спеціалізації втілюється завдяки чіткому закріпленню за кожним робочим місцем певних операцій. 2. Принцип пропорційності здійснюється за рахунок синхронізації операцій та організац паралельних робочих місць. 3. Принцип паралельност забезпечується паралельним видом руху виробів, при якому над різними частинами виробів одночасно виконуються різні операції. 4. Ритмічність випуску виробів — це такт потокової лінії, при якому вироби з неї сходять через певний проміжок часу. 5. Прямоточність досягається розташуванням робочих місць за послідовністю технологічного процесу. 6. Неперервність обробки виробів забезпечується їх незатриманням завдяки паралельному рухов предметів праці. Ефективність потокового виробництва зумовлена: 1.Спеціалізацією устаткування і технологічного оснащення, ритмічною повторюваністю процесів, що забезпечує різке підвищення продуктивності праці, яке, у свою чергу, сприяє збільшенню загального обсягу випуску продукції. 2.Упровадженням потокового виробництва, наслідком чого є здешевлення продукції за рахунок зниження її собівартості. 3.Підвищенням якості продукції і зменшення браку. Для організації потокового виробництва необхідно забезпечити: 1. Конструкторські передумови — спеціальні вимоги до дотримання однотипності конструкцій; взаємозамінності елементів конструкції; стандартизації і нормалізації вузлів та деталей виробів; розчленованості виробу на блоки й вузли; можливості паралельного складання. 2. Технологічні передумови — ретельне відпрацювання технологічного процесу з максимальним його розчленуванням на окремі операції; застосування прогресивного устаткування та оснащення; механізація й автоматизація контрольних операцій; регулювання і випробування. 3. Організаційні передумови — достатній обсяг виробництва, що забезпечує повне завантаження робочих місць на потоковій лінії; відсутність простоїв; чітка спеціалізація робочих місць; правильний вибір системи їх обслуговування; визначення режиму роботи потокової лінії та її регламентованих перерв. 4. Матеріальн передумови — чітка організація безперебійного матеріально-технічного постачання; планомірне і ритмічне "живлення" потокової лінії; забезпечення кожного робочого місця необхідним запасом комплектів оснащення. 2.4 Переваги та недоліки потокового виробництва Потокове виробництво внаслідок високої спеціалізації, механізац та чіткої організації виробничого процесу є високоефективним. Його ефективність виявляється у високій продуктивності праці, скороченні виробничого циклу незавершеного виробництва, ліпшому використанні основних фондів. Усе це забезпечує зменшення витрат на виробництво. Водночас потокове виробництво має й помітні недоліки. Найбільшим недоліком потокового виробництва є примітивізація прац робітників, обмеження її виконанням елементарних механічних операцій, що наслідком високої диференціації технологічного процесу. Це робить працю на потоковій лінії малозмістовною, суперечить загальній тенденції підвищення освітнього і кваліфікаційного рівня працівників. Крім того, є непривабливими для людини жорсткий ритм роботи на потокових лініях, брак будь-яких творчих елементів у праці. Цей недолік потокового виробництва усувається його автоматизацією створенням автоматичних потокових ліній, коли всі технологічні операц транспортування предметів праці здійснюються автоматично. Автоматичні лін широко застосовуються в масовому виробництві. Істотним недоліком потокового виробництва в його традиційній вузькоспеціалізованій формі є суперечність між його тяжінням до конструктивно-технологічної стабільності (тобто між його консервативністю) вимогою динамічності виробництва, постійного оновлення продукції відповідно до науково-технічного прогресу та потреб ринку. Вузька спеціалізація робочих місць, їхня жорстка прив'язка до ходу технологічного процесу створюють труднощ для переходу на випуск нової продукції. Виникає необхідність у замін устаткування, його переміщенні, створенні нового оснащення, перекваліфікац робітників, що зв'язано з великими витратами часу й коштів. Ця негативна сторона потокового виробництва поступово нейтралізується підвищенням гнучкості технологічних систем, застосуванням машин з числовим програмним керуванням (ЧПК), запровадженням автоматичних багатофункціональних маніпуляторів-роботів. Об'єднання верстатів з ЧПК, роботів, автоматичних транспортних засобів і складів під загальним керуванням ЕОМ дає можливість створювати гнучк автоматизовані системи (ГАС) з дальшим залученням до них автоматизованого проектування продукції. Такі системи поєднують переваги потокового (висока продуктивність) і непотокового (гнучкість) виробництва, можуть застосовуватись в усіх його типах, і є особливо ефективними в серійному виробництві. Вони швидко і без великих витрат часу й коштів переналагоджуються на випуск іншо продукції (у межах технічних можливостей). Для цього потрібно змінити програму виробничого процесу, записану на машинному носії. Гнучкі автоматизовані системи це стратегічний напрямок розвитку техніки та організації виробництва. 3 Організаційна структура служб матеріально-технічного постачання Організація матеріально-технічного обслуговування забезпечення виробництва є головною умовою неперервного перебігу виробничих процесів на підприємстві. Процес матеріально-технічного обслуговування спрямований на постачання на склади підприємства або відразу на робочі місця потрібних, згідно з виробничою програмою, матеріально-технічних ресурсів, забезпечення їх ефективного використання, обліку, зберігання, транспортування. Система матеріально-технічного забезпечення охоплює сукупність підрозділів підприємства, які займаються постачанням усіх необхідних для виробництва матеріальних і технічних ресурсів, їх збереженням, доставкою на робочі місця при мінімальних затратах на їх придбання, переміщення й зберігання. До складу матеріально-технічних ресурсів входять: сировина, матеріали, комплектуючі вироби, покупне технологічне устаткування та технологічне оснащення (пристосування, інструмент), нові транспортні засоби, вантажно-розвантажувальне обладнання, комп'ютери і мікропроцесорна техніка, нше устаткування, а також покупне паливо, енергія, вода й под. Тобто все, що постачається на підприємство в матеріальній формі та у вигляді енергії, належить до елементів матеріально-технічного забезпечення виробництва. Основними цілями матеріально-технічного забезпечення виробництва є: ٭ вчасне забезпечення підрозділів підприємства необхідними видами ресурсів потрібних кількості та якості; ٭ поліпшення використання ресурсів — підвищення продуктивності праці, фондовіддачі; скорочення тривалості виробничих циклів виготовлення продукції; зменшення терміну обсягу оборотних коштів; повне використання вторинних ресурсів; підвищення ефективності інновацій та нвестицій тощо; ٭ аналіз організаційно-технічного рівня виробництва і якості продукції, що надходить від постачальників-конкурентів, підготовка пропозицій та організація здійснення заходів для підвищення конкурентоспроможності матеріальних ресурсів, що постачаються, чи для заміни постачальника відповідного виду ресурсів; ٭ використання окремих методів і принципів системи управління проектами та якістю при створенні й упровадженні нової продукції, технологій і організації виробничих процесів на підприємстві. Для досягнення вказаних цілей система матеріально-технічного забезпечення підприємства повинна: ~ проводити маркетингові дослідження ринку постачальників за конкретними видами ресурсів та здійснювати відбір постачальників; ~ нормувати затрати і потреби за конкретними видами ресурсів; ~ розробляти та впроваджувати організаційно-технічні заходи щодо зниження норм і нормативів затрат ресурсів; ~ здійснювати пошук каналів і форм матеріально-технічного забезпечення й обслуговування виробництва; ~ брати безпосередню участь у розробленн матеріальних балансів; ~ брати участь у плануванні матеріально-технічного забезпечення й організації обслуговування виробництва ресурсами; ~ організовувати постачання, зберігання, контроль якості та підготовку ресурсів до використання у виробничих процесах на підприємстві; ~ організовувати забезпечення (й обслуговування) ресурсами робочих місць; ~ вести облік і контроль використання ресурсів; ~ організовувати збирання та переробку відходів виробництва; ~ проводити неперервний поточний аналіз ефективності використання ресурсів за видами, підрозділами та іншими показниками; ~ здійснювати організацію й управління діяльністю складського господарства, його функціонуванням і розвитком; ~ брати участь у розробленні та впровадженн заходів для стимулювання підвищення якості й ефективності використання ресурсів. Система матеріально-технічного забезпечення (й обслуговування виробництва) — це складний, динамічний організм, що має наступну структуру:
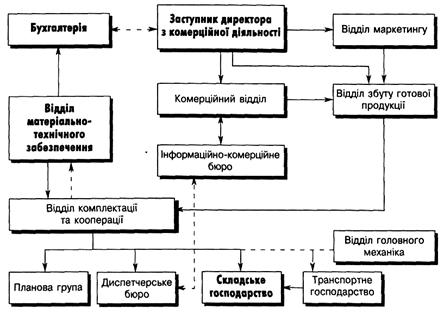
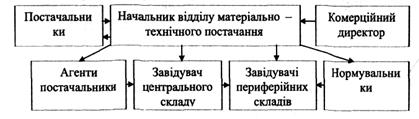
Рис. 3.1. Організаційна структура служб матеріально-технічного постачання Організація системи матеріально-технічного постачання здійснюється відділом матеріально-технічного постачання, який є однією із головних ланок системи маркетингу та логістики підприємства. Служби маркетингу визначають ринки сировини, потребу у матеріальних ресурсах, а логістика здійсню управління усіма потоковими процесами з метою забезпечення ефективного функціонування каналів постачання. Управління відділом матеріально-технічного постачання здійсню начальник відділу, якому підпорядковані агенти-постачальники, завідувач центрального складу, завідувачі периферійних складів та нормувальники матеріально технічних ресурсів.
Рис. 3.2. Організаційна структура відділу постачання Організаційно-керуюча підсистема системи матеріально-технічного забезпечення та обслуговування виробництва через конкретну діяльність відповідних відділів, служб, бюро і груп (рис.3.1.) сприя виконанню наступних основних функцій: 1. Із маркетингу — за видами ресурсів (обладнання, технологічне устаткування, сировина, матеріали, комплектуюч вироби) або за функціями маркетингу (інформаційне забезпечення; вивчення іміджу постачальників; їх конкурентоспроможності і конкурентних можливостей їх товару; вивчення цін та їх динаміки). 2. З нормування й планування забезпечення виробництва ресурсами — розроблення методів оптимізації використання ресурсів в умовах даного підприємства; розроблення нормативів затрат окремих видів ресурсів по об'єктах і суб'єктах діяльності підприємства; аналіз ефективност використання ресурсів у підрозділах та на підприємстві в цілому; розроблення матеріальних балансів, планів забезпечення підприємства і кожного виробничого підрозділу матеріально-технічними ресурсами. 3. З управління запасами й організац використання матеріально-технічних ресурсів — розрахунок обігового, страхового, витратного запасів за видами ресурсів, утворення їх оптимального рівня, організація поповнення запасів, обліку і контролю наявності та використання; організація технічного забезпечення управління запасами; організація впровадження й контролю виконання заходів для підвищення ефективност використання ресурсів. 4. Забезпечення робочих місць всіма видами матеріально-технічних ресурсів тощо. На підприємствах використовують дві форми постачання матеріалів — транзитну і складську. • Транзитна форма постачання матеріалів (матеріально-технічних ресурсів) передбачає постачання від постачальника безпосередньо на місце споживання матеріалу, минаючи всі проміжні пункти його складування. За цією схемою транспортуються електроенергія, газ, окремі види палива, вода тощо. • Складська форма передбачає обов'язкове постачання матеріально-технічних ресурсів через систему складів — проміжних пунктів складування, зберігання, попередньої підготовки до виробництва. Така форма потребує утворення складського господарства. Головні напрями вдосконалення системи матеріально-технічного забезпечення та обслуговування виробництва: → використання принципів і методів управління запасами й затратами на основі методів оптимізації рівня запасів та затрат ресурсів; → оптимізація формування і використання ресурсів на основі скорочення строків періодичності постачання, зменшення партій постачання ресурсів та матеріалів, забезпечення надійност функціонування системи здійснення поставок ресурсів згідно з розробленим й узгодженим календарним графіком і планом з одночасним посиленням управління затратами та обслуговування цехів, дільниць, робочих місць — споживачів ресурсів на основі контролю та обліку їх споживання; → удосконалення конструкції чи структури продукції, технології її виготовлення у напрямі зменшення матеріало- й енергоємності; → використання матеріалів із наперед заданими властивостями; → стимулювання поліпшення використання ресурсів та ін. 4. Задача №1 на тему “Організація виробничого процесу у часі” Завдання: Розрахувати аналітичним і графічним методами технологічний та виробничий цикл обробки партії з n виробів при послідовному, паралельно-послідовному та паралельному способі поєднання операцій. Умова: Технологічний процес складається з п'яти операцій, норми часу яких становлять t1, t2, t3, t4, t5. Кількість робочих місць по операціях становить С1, С2, С3, С4, С5. Передатна партія складається з р виробів. Міжопераційні перерви – 2хв., тривалість природних процесів – 10 хв. Вихідн дані:
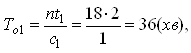
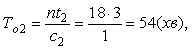
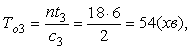
Розв’язок: Визначимо операційний цикл (Тоі) кожної операції – тобто час виконання одн -тої операції по обробці окремого виробу або партії виробів:
де n кількість виробів у партії; і=1…m номер операції; m – кількість операцій технологічного процесу; ti норма часу на виконання і-ї операції; Ci кількість робочих місць, на яких виконується і-та операція.
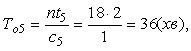
Послідовний спосіб поєднання операцій характеризується тим, що кожна наступна операція починається тільки після обробки всієї партії виробів на попередній операції. Визначимо тривалість технологічного циклу послідовного руху як суму, операційних циклів:
Тривалість
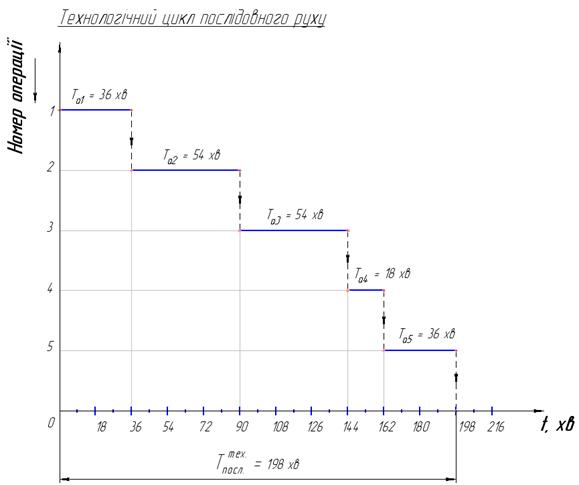
виробничого циклу визначається з урахуванням міжопераційних перерв
Графічне визначення тривалості виробничого та технологічного циклів послідовного руху матиме вигляд:
Для паралельного і паралельно-послідовного виду руху визначимо: Кількість
транспортних партій: Тривалість обробки однієї транспортної партії:
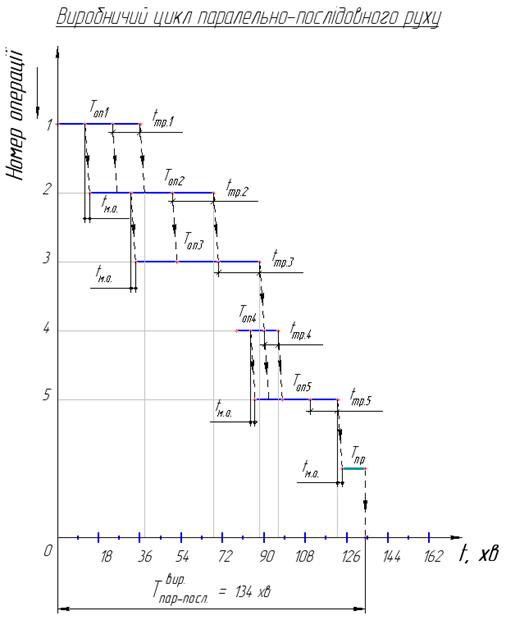
Паралельно-послідовний спосіб поєднання операцій технологічного процесу характеризується тим, що: - вироби передаються від операції до операції передатними партіями; - кожна наступна операція починається раніше, ніж закінчується попередня над всією партією виробів, таким чином частково поєднуються суміжн операції; - відсутні внутрішньоопераційні перерви. Тривалість технологічного процесу обробки партії виробів при паралельно-послідовному способі поєднання операцій визначається за формулою:
де р кількість виробів в передатний партії.
Тривалість
виробничого циклу визначається з урахуванням міжопераційних перерв
При побудові графіка враховуємо два способи поєднання операцій: а) тривалість попереднього операційного циклу менша, ніж наступного: Ті<Ті+1. В цьому випадку наступна операція починається після обробки однієї передатно партії виробів (р) на попередній операції. б) тривалість попереднього операційного циклу більша, ніж наступного: Ті>Ti+1.В цьому випадку початок наступної операції визначається з умови, що остання передатна партія виробів, оброблена на попередній операції, відразу починає оброблятися на наступній операції. Графічне визначення тривалості виробничого та технологічного циклів паралельно-послідовного руху матиме наступний вигляд:
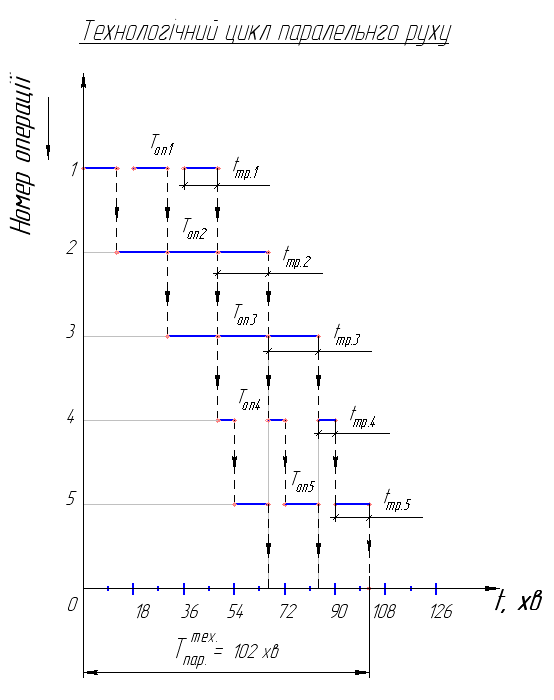
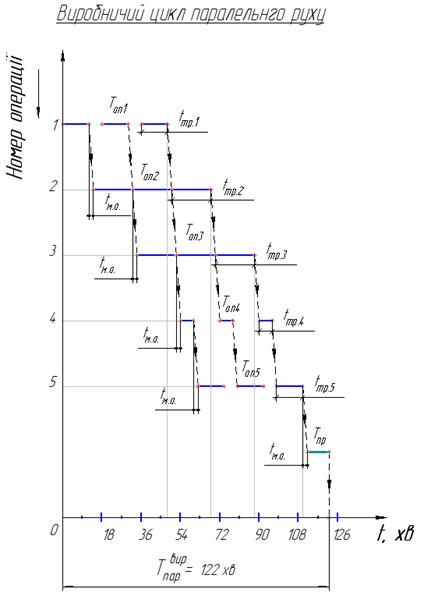
Паралельний спосіб поєднання операцій характеризується тим, що: - вироби від операції до операції передаються або поштучно, або передатними партіями; - кожна передатна партія виробів обробляється без затримок послідовно на всіх операціях, незалежно від інших виробів; - всі операції мають внутрішньоопераційні перерви, крім найтривалішої операції (головної). Тривалість технологічного процесу при паралельному способі поєднання операцій визначається за формулою:
де
Графічне визначення тривалості виробничого та технологічного циклів паралельного руху матиме наступний вигляд:
5 Задача №2 на тему „Організація ремонтного обслуговування виробництва” Завдання: За вихідними даними визначити: 1. Середній річний обсяг верстатних, слюсарних та інших робіт по ремонту та технічному обслуговуванню обладнання. 2. Потрібну кількість металоріжучих верстатів і типаж обладнання для ремонту технічного обслуговування. 3. Чисельність ремонтних робітників для проведення ремонтів і для виконання технічного обслуговування. 4. Необхідну площу ремонтно-механічного цеху та його відділень. 5. Річну потребу заводу в матеріалах для ремонтних потреб. Умова: Режим роботи обладнання двозмінний, дійсний річний фонд часу для верстата 3950 годин. Питома вага оперативного часу в загальному фонді складає 70%. Верстати працюють в нормальних умовах багатосерійного виробництва. Використовуються верстати віком до 10 років, вагою до 10 тонн, при обробці сталі. Вихідн дані: Варіант №13
Розв’язок: Розв’язання проводимо в наступній послідовності: 1.1.
Визначаємо сумарну ремонтну складність обладнання (
де = 1,2,3…k – індекс групи однотипного обладнання;
де А нормативний ремонтний цикл (оперативний час роботи); А = 16800 годин. К1, К2, К3, К4, К5, К6, К7 - коефіцієнти, які враховують вид матеріалу, що оброблюється, матеріал нструменту, умову експлуатації і характеристику верстата. В умовах багатосерійного виробництва для верстатів віком до 10 років, як використовуються в нормальних умовах, при обробці сталі, вагою до 10 т вс коефіцієнти дорівнюють 1 (за даними „Типової системи технічного ремонту метало- та деревообробного обладнання”) Тоді:
або: Міжремонтний період визначається діленням тривалості ремонтного циклу на кількість внутрішньоциклових ремонтів + один:
Структура ремонтного циклу для таких верстатів включає чотири поточних та один середній ремонт: К-П-П-С-П-П-К. З урахуванням оглядів між двома сусідніми ремонтами структура матиме вигляд: К-О-П-О-П-О-С-О-П-О-П-О-К де К капітальний ремонт; О огляд; С середній ремонт; П поточний ремонт 1.3.
Визначаємо об’єм ремонтних робіт та ремонтний цикл Таблиця 5.1. Трудомісткість ремонту і повного планового огляду на одну одиницю ремонтної складност обладнання
де
Трудомісткість верстатних робіт для ремонтів і оглядів визначається аналогічно:
Трудомісткість слюсарних та інших робіт:
1.4. При визначенні середньорічного обсягу ремонтних робіт припускають, що їх загальний обсяг розподіляється рівномірно по роках на протязі всього ремонтного циклу:
1.5. Визначимо трудомісткість робіт по технічному обслуговуванню верстатів: загальну, верстатних робіт, мастильних робіт, слюсарних. Трудомісткість робіт по технічному обслуговуванню визначається, виходячи з їхньої ремонтно складності, часу оперативної роботи (0,7*3950 – питома вага оперативного часу в загальному фонді часу – 70%) і норм часу технічного обслуговування в розрахунку на одну ремонтну одиницю на 1000 годин оперативного часу роботи верстата для слюсарів, мастильників і верстатників. Норми знаходимо в типовій системі: слюсар 3,2 год на одну ремонтну одиницю на 1000 годин оперативної роботи обладнання; мастильники 1,42 год; верстатники 0,73 год.
Слюсарн роботи:
1.6. Сумарний річний обсяг ремонтних робіт та робіт по технічному обслуговуванню складає:
2. Розрахунок потрібної кількості верстатів:
Тут Кзмін = 0,8…1,2 – коефіцієнт змінності роботи обладнання в ремонтній служб підприємства, приймемо Кзмін=0,83; Фд дійсний річний фонд роботи верстата = 2000 год. Типаж обладнання встановлюється згідно норм Типової системи ( таблиця 5.2.) Таблиця 5.2. Типаж обладнання ремонтної служби
3. Розрахунок чисельності робітників: Чисельність ремонтних робітників для проведення ремонтів та оглядів: верстатників, слюсарів та інших:
де Fд дійсний річний фонд роботи одного працівника, Fд=1860 год; Квик коефіцієнт виконання норм працівником, Квик=1,1. Чисельність робітників для виконання технічного обслуговування: верстатників, слюсарі, мастильників:
4. Розрахунок потрібної площі для ремонтно-механічного цеху та його відділень: Загальна кількість верстатів розподіляється між РМЦ цеховими ремонтними базами в залежності від прийнятої форми організації ремонтних робіт. Форму організац визначаємо в залежності від розрахункової загальної ремонтної складност обладнання [2, п.1.1.,с.29]. В нашому випадку сумарна ремонтна складність обладнання = 21024 ремонтних одиниць, отже форма організації – змішана. При такій форма загальна кількість верстатів розподіляється порівну між РМЦ і ЦРБ, тобто кількість верстатів в РМЦ:
Площа верстатного відділення:
де Sпит питома площа на один верстат верстатного відділення = 20 м 2. Площа нших відділень РМЦ приймається у відсотках до розміру площі верстатного відділення (табл.5.3.) Таблиця 5.3. Розмір площ відділень РМЦ
5. Визначимо річну потребу матеріалів для ремонтної служби наближеним методом: Річна потреба матеріалів для ремонтної служби:
Загальна потреба в матеріалах конкретизується по видах матеріалів згідно табл. 5.4.: Таблиця 5.4. Розподіл загальної потреби у матеріалах
Література: 1. Економіка підприємства: Підручник / За заг. ред. Покропивного С.Ф. Вид. 2-ге, перероб. та доп. – К.: КНЕУ, 2001. – 528 с. 2. Кравець Ж.О., Мельничук Л.С. : Методичні розробки щодо вивчення курсу “Організація виробництва” для студентів всіх форм навчання спеціальност 7.050201 “Менеджмент організацій”. – Житомир: ЖДТУ, 2004. – 44 с. 3. Організація виробництва: Навч. посіб. / Онищенко В.О., Редкін О.В., Старовірець А.С., Чевганова В.Я. – К.: Лібра, 2003. – 336 с. 4. Пасічник В.Г., Акіліна О.В.: Організація виробництва: Навчальний посібник. – Київ: Центр навчальної літератури, 2005. – 248 с. 5. Петрович Й.М., Захарчин Г.М.: Організація виробництва: Підручник. Львів: «Магнолія плюс», 2005. – 400 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||











 ,
, Тривалість
виробничого циклу визначається з урахуванням міжопераційних перерв
Тривалість
виробничого циклу визначається з урахуванням міжопераційних перерв 
 1.2.
Встановлюємо структуру і тривалість ремонтного циклу (
1.2.
Встановлюємо структуру і тривалість ремонтного циклу (